Nakrętka sześciokątna wygląda prosto, ale w warsztacie to właśnie od niej zależy, czy połączenie da się dociągnąć, rozebrać i ponownie złożyć bez walki z gwintem. Norma ISO 4032 porządkuje ten element od strony wymiarów, materiału i zakresu gwintów, więc przydaje się zarówno przy naprawach, jak i przy doborze części do nowych konstrukcji. W tym tekście pokazuję, jak czytać oznaczenia, czym różni się wersja regularna od wysokiej i cienkiej oraz na co patrzeć przed zakupem do warsztatu i prac DIY.
Najważniejsze jest dopasowanie geometrii, gwintu i wytrzymałości do konkretnego połączenia
- Aktualna wersja międzynarodowa obejmuje nakrętki sześciokątne zwykłe dla gwintów metrycznych o grubym skoku w zakresie M5-M39.
- W Polsce starsza wersja z 2013 r. została wycofana, więc przy nowych zamówieniach warto opierać się na nowszym wydaniu.
- Szerokość pod klucz i ogólne proporcje określają osobne normy, a własności mechaniczne dobiera się innymi dokumentami.
- Klasa produktu nie jest tym samym co klasa wytrzymałości, a to rozróżnienie w praktyce robi dużą różnicę.
- Regularna nakrętka sprawdza się najczęściej, wysoka daje większy zapas, a cienka najlepiej działa jako kontrnakrętka.
- W warsztacie najwięcej błędów wynika z pomylenia skoku gwintu, materiału i powłoki zewnętrznej.
Co obejmuje ta norma i dlaczego w warsztacie ma znaczenie
To nie jest abstrakcyjny zapis dla laboratoriów. Mówimy o zwykłej sześciokątnej nakrętce, którą spotkasz przy maszynach, konstrukcjach stalowych, regałach, osłonach, uchwytach i niemal każdym połączeniu skręcanym w warsztacie. W praktyce chodzi o element o przewidywalnych wymiarach, pasowaniu i materiale, dzięki czemu można go sensownie dobrać do śruby zamiast zgadywać „na oko”.
Najbardziej użyteczna część tego dokumentu to jego zakres. Aktualna wersja dotyczy nakrętek ze stali i stali nierdzewnej, z gwintem metrycznym o grubym skoku w zakresie M5-M39. Dla nietypowych rozmiarów trzeba już sięgać do innych zapisów albo załączników, bo ten standard nie jest wszystkim dla wszystkich. W polskiej praktyce warto też pamiętać, że starsza wersja z 2013 r. jest wycofana, więc przy zakupie do bieżącego projektu lepiej nie opierać się na archiwalnych kartach katalogowych.
| Obszar | Co to znaczy w praktyce |
|---|---|
| Geometria | Chodzi o zwykłą nakrętkę sześciokątną, czyli typ, który najłatwiej skręca się kluczem lub nasadką. |
| Gwint | Zakres obejmuje metryczny gwint o grubym skoku, więc skok trzeba dopasować do śruby, a nie tylko do średnicy. |
| Materiał | W grę wchodzi stal i stal nierdzewna, ale wybór materiału trzeba odnieść do korozji, temperatury i obciążeń. |
| Własności | Wytrzymałość nie wynika wyłącznie z kształtu, tylko z osobnych wymagań dla materiału i klasy użytkowej. |
Kiedy znamy zakres normy, najłatwiej zejść poziom niżej i sprawdzić konkretne wymiary oraz oznaczenia, bo to właśnie tam najczęściej pojawiają się pomyłki.
Jakie wymiary i oznaczenia trzeba sprawdzić przed zakupem
W warsztacie ja zawsze zaczynam od trzech rzeczy: średnicy gwintu, skoku i szerokości pod klucz. Szerokość pod klucz to po prostu wymiar, który mówi, jaki klucz albo nasadka będzie pasować do sześciokąta. Ten parametr nie jest przypadkowy, tylko jest ustandaryzowany w rodzinie norm dla produktów sześciokątnych, dlatego dwie różne nakrętki o tym samym rozmiarze nominalnym zwykle obsłużysz tym samym narzędziem.
Przydatne jest też rozróżnienie między oznaczeniem gwintu a samym kształtem nakrętki. Jeśli masz śrubę M10, to nadal musisz wiedzieć, czy chodzi o gwint zwykły czy drobny. Ten standard dotyczy gwintu metrycznego o grubym skoku, więc pomylenie skoku kończy się typowym błędem warsztatowym: nakrętka wchodzi z oporem, „łapie” tylko na początku albo niszczy zwoje przy pierwszym dokręceniu.
| Oznaczenie | Co sprawdzasz | Po co to robić |
|---|---|---|
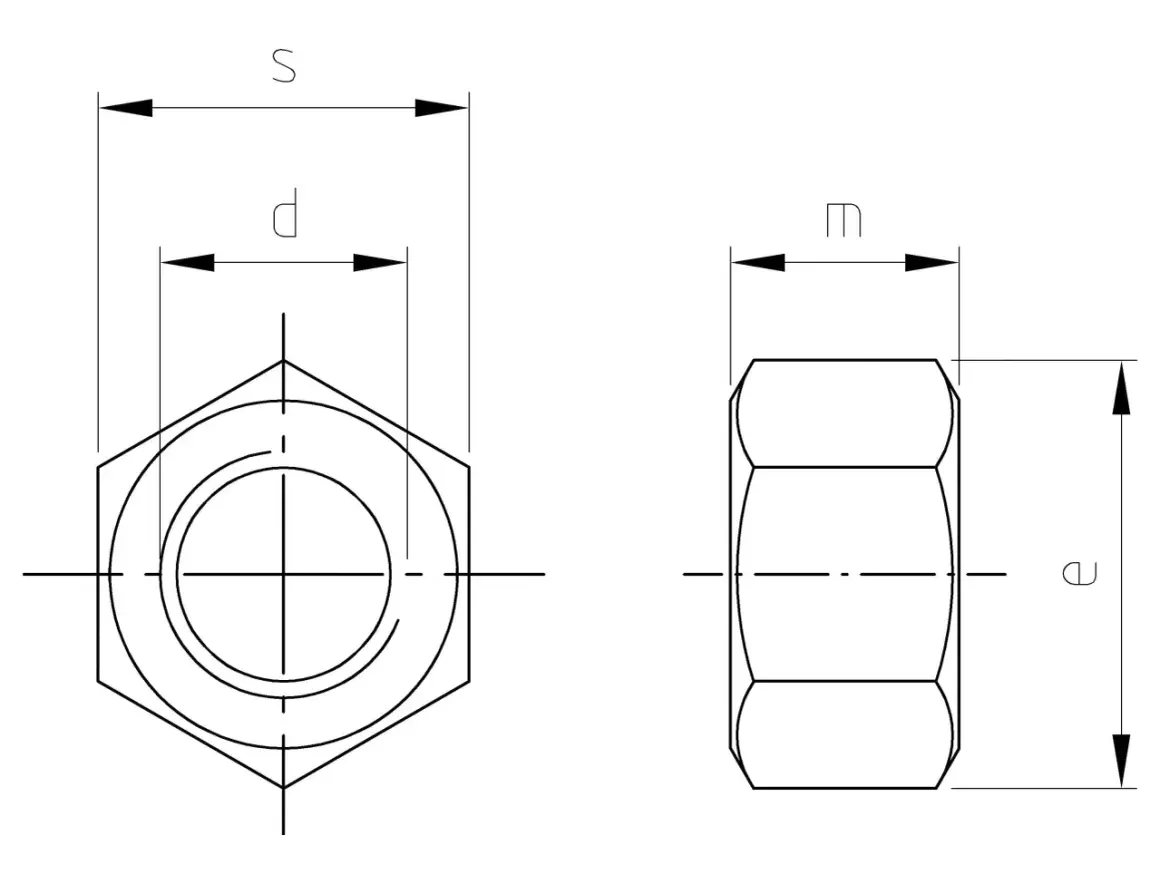
| d lub M | Średnicę nominalną gwintu | Żeby nakrętka w ogóle pasowała do śruby lub szpilki. |
| Skok gwintu | Czy jest zgodny z elementem współpracującym | Żeby nie uszkodzić gwintu przy pierwszym skręceniu. |
| s | Szerokość pod klucz | Żeby dobrać właściwe narzędzie i nie zjechać krawędzi. |
| m | Wysokość nakrętki | Żeby ocenić miejsce montażowe i zapas zazębienia gwintu. |
Jeśli element ma pracować pod powłoką cynkową albo po cynkowaniu ogniowym, sam rozmiar nie wystarczy. Wtedy trzeba jeszcze uwzględnić, czy montaż nadal będzie płynny po przyroście grubości warstwy ochronnej. To drobiazg, ale w praktyce często właśnie on decyduje o tym, czy skręcanie idzie gładko, czy kończy się poprawkami.
Sam wymiar nie wystarczy, bo równie ważne jest to, czym różni się klasa produktu od klasy wytrzymałości.
Klasa produktu i wytrzymałość to nie to samo
To jeden z najczęstszych punktów nieporozumienia. Oznaczenie typu A lub B nie mówi jeszcze, jaką siłę połączenie wytrzyma. W praktyce opisuje poziom wymagań dla wykonania i dopasowania elementu, a nie jego nośność. Z kolei klasy wytrzymałościowe, takie jak 04, 05, 5, 6, 8, 10 czy 12, odnoszą się do własności mechanicznych materiału i trzeba je dobierać osobno.
W stali węglowej i stopowej te własności opisuje osobna norma dla nakrętek, a dla stali nierdzewnej obowiązuje inny dokument. To ważne, bo w warsztacie łatwo wpaść w pułapkę myślenia, że „nierdzewna” znaczy automatycznie „mocniejsza” albo że „zwykła czarna” zawsze będzie gorsza. To nie jest taki prosty podział. Odporność na korozję, wytrzymałość i odporność na temperaturę to trzy różne osie doboru.
| Oznaczenie | Dotyczy | Co z tego wynika |
|---|---|---|
| A / B | Wykonania i wymagań wymiarowych produktu | Mówi, jak kontrolować zgodność nakrętki z wymaganiami geometrycznymi. |
| 04, 05, 5, 6, 8, 10, 12 | Własności mechaniczne stali węglowej i stopowej | Pokazuje, do jakiego poziomu obciążeń można dobrać nakrętkę. |
| Klasy dla stali nierdzewnej | Odporność korozyjną i własności materiałowe | Pomagają dobrać element do wilgoci, chemii i pracy na zewnątrz. |
Gdy te dwa poziomy są już jasne, można dobrać nakrętkę do śruby, powłoki i środowiska pracy bez zgadywania.
Jak dobrać nakrętkę do śruby, powłoki i środowiska pracy
Ja zwykle idę po kolei, bo ten porządek naprawdę oszczędza błędów. Najpierw identyfikuję gwint i skok, potem materiał, a dopiero później patrzę na warunki eksploatacji. W warsztacie samochodowym, przy maszynach rolniczych czy w konstrukcjach stalowych to podejście sprawdza się lepiej niż kupowanie „mocniejszej” części na zapas.
- Sprawdź śrubę albo szpilkę. Jeśli nie znasz średnicy i skoku, wszystko inne jest zgadywaniem. Sam rozmiar M10 nie wystarczy, bo skok nadal może być inny.
- Dobierz materiał do środowiska. Przy wilgoci, kondensacji, solach albo pracy na zewnątrz stal nierdzewna daje realną przewagę, ale nie traktowałbym jej automatycznie jako zamiennika dla wszystkich zastosowań nośnych.
- Ustal wymaganą wytrzymałość. Przy połączeniach obciążonych dynamicznie, wibracyjnie albo z większym momentem dokręcania nie warto sięgać po przypadkową klasę tylko dlatego, że akurat pasuje gwint.
- Uwzględnij temperaturę pracy. Przy podwyższonej temperaturze własności materiałowe mogą zachowywać się inaczej niż w warunkach pokojowych, więc nie projektowałbym połączenia wyłącznie „na zimno”.
- Sprawdź powłokę i sposób zabezpieczenia. Ocynk, pasywacja czy inne warstwy ochronne wpływają na montaż, tarcie i trwałość połączenia. Przy ocynku ogniowym trzeba patrzeć szczególnie uważnie, bo warstwa ochronna zmienia warunki skręcania.
W praktyce przy połączeniach wystawionych na drgania albo częsty serwis dobrze jest też z góry przewidzieć, czy nie będzie potrzebna kontrnakrętka. Dzięki temu nie kupujesz elementu, który pasuje tylko „na papierze”, ale potem nie daje stabilnego efektu w rzeczywistym montażu.
Na tym tle najlepiej widać, kiedy regularna, wysoka albo cienka naprawdę ma sens.
Czym różnią się nakrętki regularne, wysokie i cienkie
To sekcja, która najczęściej rozwiązuje praktyczny dylemat. Wiele osób zakłada, że wszystkie sześciokątne nakrętki działają tak samo. W rzeczywistości różnią się wysokością, zapasem gwintu i sposobem pracy w połączeniu. Dla warsztatu ma to znaczenie większe niż sama nazwa katalogowa.
| Typ | Kiedy go wybrać | Zaleta | Ograniczenie |
|---|---|---|---|
| Regularna | Większość zwykłych połączeń warsztatowych | Dobry kompromis między wysokością, wygodą montażu i nośnością | Nie jest specjalistycznym elementem blokującym |
| Wysoka | Gdy potrzebujesz większego zapasu zazębienia gwintu | Lepszy margines pracy w mocniej obciążonych połączeniach | Zajmuje więcej miejsca i nie zawsze jest konieczna |
| Cienka | Jako kontrnakrętka albo element pomocniczy przy blokowaniu | Niski profil i wygoda w podwójnym skręcaniu | Ma mniejszą nośność i nie powinna zastępować nakrętki nośnej |
Cienka nakrętka ma sens przede wszystkim wtedy, gdy pracuje razem z inną nakrętką, a nie zamiast niej. To ważne, bo jej mniejsza wysokość oznacza też mniejszą zdolność do przenoszenia obciążenia i mniejszą odporność na uszkodzenie gwintu. Z kolei wysoka przydaje się tam, gdzie naprawdę chcesz mieć większy zapas pracy gwintu, a nie tylko „ładniejszy” wygląd połączenia.
Jeśli skręcam element narażony na drgania, cienka wersja bez pary z regularną albo wysoką to zwykle słaby pomysł. W praktyce regularna i wysoka są bazą, a cienka jest narzędziem do blokowania. To proste rozróżnienie, ale oszczędza sporo błędów w montażu.
Zostaje już tylko szybka kontrola przed zamówieniem i montażem, czyli etap, który oszczędza najwięcej czasu.
Detale, które sprawdzam przed zamówieniem i montażem
Na końcu robię krótką listę kontrolną i polecam to samo każdemu, kto kupuje części do warsztatu. Takie podejście jest szybsze niż poprawianie źle dobranego połączenia po fakcie, a przy tym dużo tańsze.
- Sprawdzam, czy gwint i skok są identyczne z elementem współpracującym.
- Upewniam się, czy potrzebna jest stal węglowa, czy stal nierdzewna.
- Patrzę, czy połączenie będzie pracować na zewnątrz, w wilgoci, przy soli albo przy podwyższonej temperaturze.
- Oceniam, czy wystarczy zwykła nakrętka, czy lepiej od razu przewidzieć kontrnakrętkę.
- Dobieram szerokość pod klucz do realnych narzędzi, które faktycznie mam pod ręką.
- Nie opieram zakupu na starym oznaczeniu, jeśli wiem, że dokument został wycofany i zastąpiony nowszym.
Jeżeli mam zapamiętać jedną rzecz, to tę: najpierw gwint i warunki pracy, dopiero potem sam kształt. W warsztacie to najprostszy sposób, żeby uniknąć poprawiania połączeń, zadzierania krawędzi i kupowania części dwa razy.